

Welding is traditionally used to provide a reliable, permanent connection. The welding process is carried out by the local application of different types of energy: electrical, mechanical, chemical, etc. Like any modern technological process, the welding process is successfully automated.
Various ways of automation or robotization have been considered by the authors of a large number of scientific articles and training publications. Successful solution of problems related to automation of technological process is also important for further development of the whole welding production.
Modern advances in the field of microelectronics and computer technology have significantly advanced the technological capabilities of the new generation welding equipment developed on their basis. Their application in welding production allows to achieve the highest productivity with the minimum deviation of the geometric dimensions of the weld.
Compared to manual welding, automated welding provides an increase in productivity, savings in consumables, electricity and reduction of welding deformations.
Electric arc welding, contact welding, diffusion welding, friction welding as well as ultrasonic welding are widely used in industry.
However, not all welding methods are suitable for the automated welding process. Electron-beam welding performed in vacuum chambers is the most optimal. In this type of welding, the electron beam has a sufficiently high concentration of energy used for welding more demanding structures.
Electron-beam welding is performed in vacuum chambers, which is a prerequisite for a stable process. However, laser welding, as opposed to electron-beam welding, does not require vacuum chambers. Laser welding process takes place in an atmosphere of air or in a neutral gas shielding. Therefore, it is possible to use laser welding for joining structural elements of any size.
The welding process is a complex system and should be considered as a multidimensional control object, presented in Figure 1. For this type of objects the operation modes are defined by a set of physical parameters Xm(t) termed state variables, as well as inputs gk(t), output yk(t) and the disturbing Fn(t).
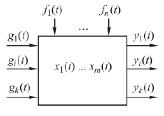
Fig. 1. Schematic diagram of a multidimensional control object
The disturbing influences can be applied at different points of the object. In fact, due to the existence of perturbations, the need for regulation arises. The character of disturbances is always random, but their nature depends on the nature of the object. These may be changes in: the speed of the electric motor (due to changes in the load or the voltage supplying the main indicator of quality – the diameter of the core point – in the process of welding. In addition, difficulties arise from the peculiarities of the welding process: the short duration and intermittent nature of the welding process; high energy parameters of the equipment; strong interference created by powerful electromagnetic fields of the welding circuit.
n automated process control systems (PCS), it is possible to distinguish structures with centralized, decentralized and combined control. In systems with central control, the task of signal processing for formation of control actions is solved by the central digital control device, connected by many communication channels with the object (objects) of control. The general structural diagram for this case is shown in Figure 2.
It contains the control object(s) DT, a digital control device DTM, a number of input analog-to-digital converters ADC and output digital-to-analog converters DAC, connected to the DUT actuators. If you control a complex multi-dimensional object, for example, by the length of the seam defines the current coordinates of the joint. To avoid storing an excessively large number of coordinates, the entire joint is automatically divided into piecewise linear sections that approximate the curvilinear joint with a given accuracy. For each section, only the coordinate of the end of the section (node point) needs to be entered into the computer memory. Subsequently, during the welding process, the computer calculates the coordinates of all intermediate points using linear interpolation from the coordinates of the node points. When making curved welds, the ACS ensures a constant contour welding speed by adjusting the travel speed according to the x and y coordinates accordingly.
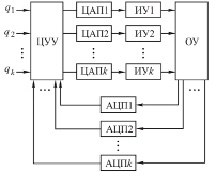
Fig. 2. Structure of a centrally controlled process control system
The advantages of the automated laser welding process open up new opportunities for the development of technological processes for processing materials in a number of areas of both mechanical and instrumentation engineering. This is due to the high power density of laser radiation, over other widely used in production. When using an ACS with a centralized control with a relatively large memory of the computer, which allows to set the program for changing the parameters of the welding mode of almost any complexity. This control mode also provides simultaneous implementation of tolerance control of all parameters of laser welding process mode.
Библиографическая ссылка
Kudryashev S.B., Lebedev V.A., Naumenko V.A., Kharakhashev A.Kh. ANALYSIS OF PECULIARITIES OF CREATION OF AUTOMATIC LASER WELDING CONTROL SYSTEM // Материалы МСНК "Студенческий научный форум 2026". 2023. № 14. С. 92-93;URL: https://publish2020.scienceforum.ru/ru/article/view?id=744 (дата обращения: 01.08.2026).